🌙
Tube-Plate Sealing Strategies
Candidate: Tianyu Bai(Dartmouth)
Required Hardware Components
↺ Rotate: DragZoom: Pinch
Empirical Prototyping & Scaled Feasibility
Macro-scale physical simulations and 1:1 rapid prototyping to physically validate spatial constraints and identify macroscopic failure modes.
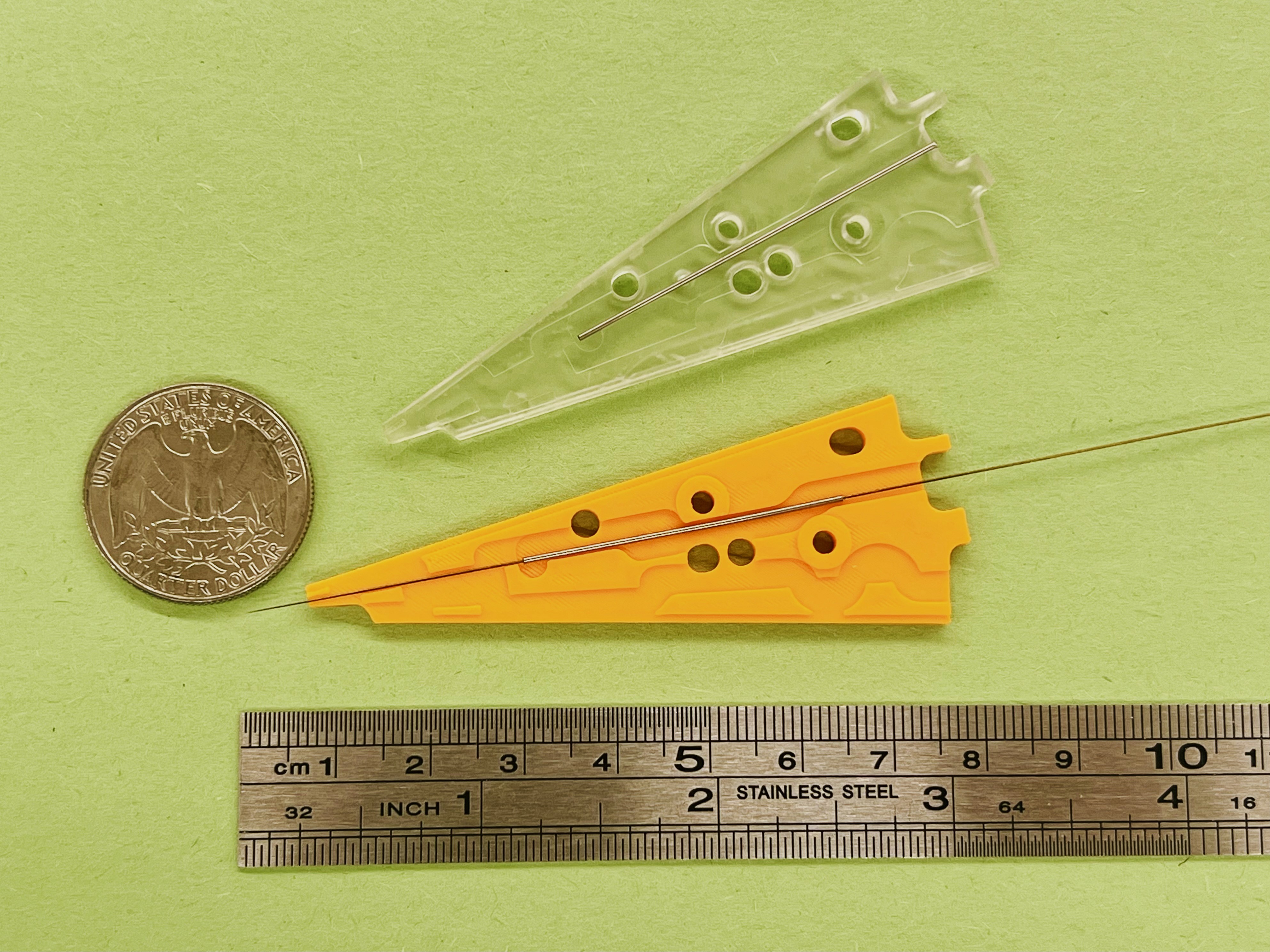
1:1 Spatial Validation 🖨️
Formlabs SLA & Bambu Lab FDM prototyping used to physically assess the strict 1 mm low-profile geometric limits and spatial interference.

Spatial Constraints Test 🔬
Scaled-up stainless steel prototype utilizing conventional arc welding to simulate the tube-to-plate interface, serving as a tangible model to assess manufacturing constraints and geometric viability.

Macro-Scale Welding 💥
Localized weld spots are deposited along the tube-to-plate interface in an attempt to achieve a hermetic seal. This scaled-up physical model physically demonstrates the limitations of applying autogenous welding to tubular geometries.

Hydrostatic Bubble Testing 🫧
Dynamic Observation: Empirical immersion leak testing of the welded macro-prototypes reveals the physical pathway of gas escape.
Failure Mode Analysis: The adjacent image captures the precise moment of failure, confirming that accumulation of manufacturing tolerances leads to macroscopic gaps, necessitating a polymeric capillary seal instead of autogenous welding.
Strategic Mechanism Analysis
Feasibility evaluation of sealing modalities relative to the 1 mm spatial limit and 0.1 mm eccentricity.
Laser Welding 💥
Physics: Metallic lattice fusion
LOW: Gap Sensitive (0.1mm)
Elastomeric (O-Ring)
Physics: Elastic recovery
CRITICAL: 1mm Height Limit
Mechanical Swaging 🗜️
Physics: Hertzian stress
CRITICAL: Collapse Risk
Polymer Bonding 🧬
Physics: Capillary dynamics
✓ OPTIMAL SELECTION
First-Principles Physics & Fluid Dynamics
Mathematical validation of capillary imbibition, microbubble genesis, and thermo-mechanical limits.
1. Capillary Driving Force (Laplace)
Spontaneous liquid penetration driven by the pressure differential across the curved meniscus.
$$\Delta P_{c} = \frac{2\gamma \cos \theta}{w}$$
2. Imbibition Time (Washburn)
Filling time is proportional to fluid viscosity and the square of the target depth (\(L^2\)).
$$t_{fill} = \frac{3\eta L^{2}}{w\gamma \cos \theta}$$
3. Microbubble Trapping (Stokes)
Terminal ascending velocity plunges proportionally to the square of a bubble's shrinking diameter.
$$V_{t} = \frac{(\rho_{l}-\rho_{g})gd^{2}}{18\eta}$$
4. Thermo-Mechanical Shear
Internal stress generated by the CTE mismatch between 316SS and the epoxy matrix during heating.
$$\tau_{thermal} = G \cdot \epsilon_{\Delta}$$
Sealing Material: Master Bond EP42HT-2Med
The injection process utilizes EP42HT-2Med, a medical-grade epoxy known for high-temperature resistance and superior biocompatibility.
Mix Ratio (A to B)
100 : 40
By Weight
Working Life
45 - 75 min
@ 75°F (100g batch)
Tensile Lap Shear
> 2,000 psi
316SS to 316SS bond
Sterilization
100+ Cycles
Autoclave, EtO, Gamma
Interactive Operation Simulation
↺ Rotate: DragZoom: Pinch
Injection Process Overview
Manufacturing Engineering Workflow
A precise 6-step process ensures a void-free hermetic seal within the 0.1 mm annular gap.
01
Plasma
Activation
Activation
02
Vacuum
Degassing
Degassing
03
Thermal
Tuning
Tuning
04
L-Type
Dispensing
Dispensing
05
Stepped
Curing
Curing
06
Integrity
Test
Test
Structural Integrity & Safety Margins
Validation based on First-Principles of solid mechanics and ASTM standards.
SAFETY FACTOR
3846x
Against 5-psi Purge
ANNULAR GAP
100µm
Eccentric Tolerance
BURST LIMIT
19kpsi
Exceeds 316SS Limit
AUTOCLAVE TEMP
121°C
Compressive Stress 840 psi
LUMEN PATENCY
100%
Zero Internal Flash / Clean
STERILIZATION
EtO
/ Steam
Single-Use Consumable
THERMO-MECHANICAL COMPATIBILITY VERIFICATION
316 Stainless Steel (Substrate)
16.0 µm/m·°C
EP42HT-2Med (Adhesive Seal)
~45.0 µm/m·°C
Result: Confined radial expansion neutralizes shear strain. The ΔCTE instead induces an 840 psi compressive normal stress, synergistically enhancing the hermetic seal at 121°C without exceeding yield limits.
Quality Validation & Standards
Strict adherence to international standards for neurosurgical sterile integrity.
ASTM F2095
Pressure Decay Testing for macro-leak monitoring.
ASTM F1929
Dye Penetration to expose capillary micro-voids.
He Mass Spec
Sensitivity to 10⁻⁹ mbar (Molecular hermeticity).
ISO 10993-5
Cytotoxicity standard to ensure biocompatibility.